序
前言
1 超声检测概述1
1.1 超声检测的定义和作用2
1.2 超声检测的工作原理3
1.3 超声波的特性3
1.4 超声检测波形4
1.5 超声检测的优点和局限性7
2 超声检测设备与器材8
2.1 超声检测探伤仪9
2.2 探头17
2.3 耦合剂22
2.4 试块23
3 探伤仪和探头性能测试29
3.1 直探头扫描速度和探头零点
校准方法30
3.2 斜探头扫描声速和探头零点
校准方法35
3.3 探伤仪的性能测试41
3.4 探伤仪和探头组合性能测试50
3.5 探头性能测试61
4 超声检测灵敏度制作方法73
4.1 直探头焊缝超声检测DAC曲线
制作方法 74
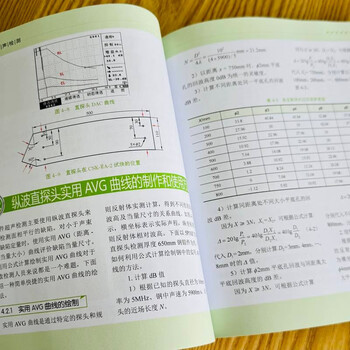
4.2 纵波直探头实用AVG曲线的制作和
使用方法 78
4.3 斜探头焊缝超声检测DAC曲线
制作方法 82
5 缺陷定量和定位87
5.1 横波斜探头缺陷定位方法88
5.2 焊缝内部裂纹自身高度测量方法91
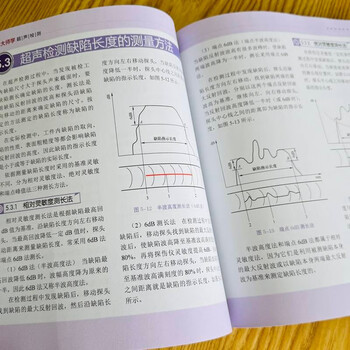
5.3 超声检测缺陷长度的测量方法94
6 板材超声检测97
6.1 板材检测 98
6.2 复合钢板超声检测107
6.3 钢板水浸超声检测112
6.4 中厚钢板横波超声检测115
6.5 40mm厚钢板纵波超声检测118
6.6 板材纵波检测缺陷和非缺陷波形
识别122
6.7 比例作图法在中厚板超声检测中的
应用126
7 焊缝超声检测130
7.1 焊缝常见的缺陷131
7.2 焊缝超声检测方法134
7.3 T形接头全熔透焊缝超声检测140
7.4 T形接头单侧焊未焊透高度的
超声检测148
7.5 T形接头双侧焊未焊透高度的
超声检测152
7.6 加垫板对接焊缝超声检测中反射
信号的识别156
7.7 超声焊缝检测常见缺陷特征和
识别161
7.8 超声焊缝检测非缺陷回波显示
特征和识别166
7.9 对接焊缝横波检测一次波扫查
高度的确定168
7.10 小径管对接焊缝横波检测典型
缺陷的识别172
8 实际案例177
实际案例1 锻件超声检测:平底孔当量计算法178
实际案例2 钢板纵波的直探头检测
方法181
实际案例3 薄钢板的双晶直探头检测
方法186
实际案例4 薄壁管的超声检测方法191
实际案例5 对接钢板焊缝的检测方法197
实际案例6 盘毂连接座疲劳裂纹的
超声检测方法204
实际案例7 油压减振器连杆的超声
检测方法209
参考文献212
展开